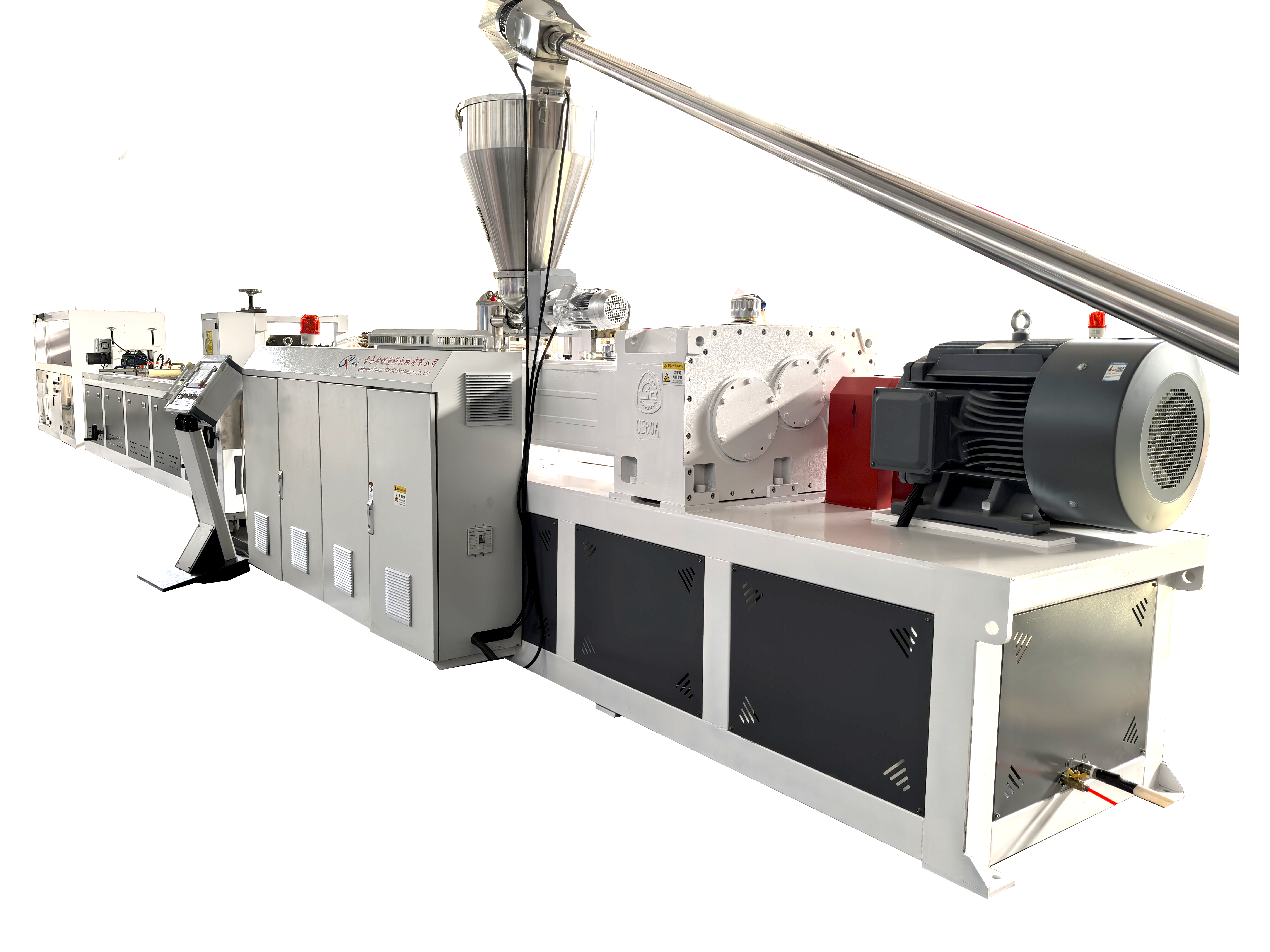
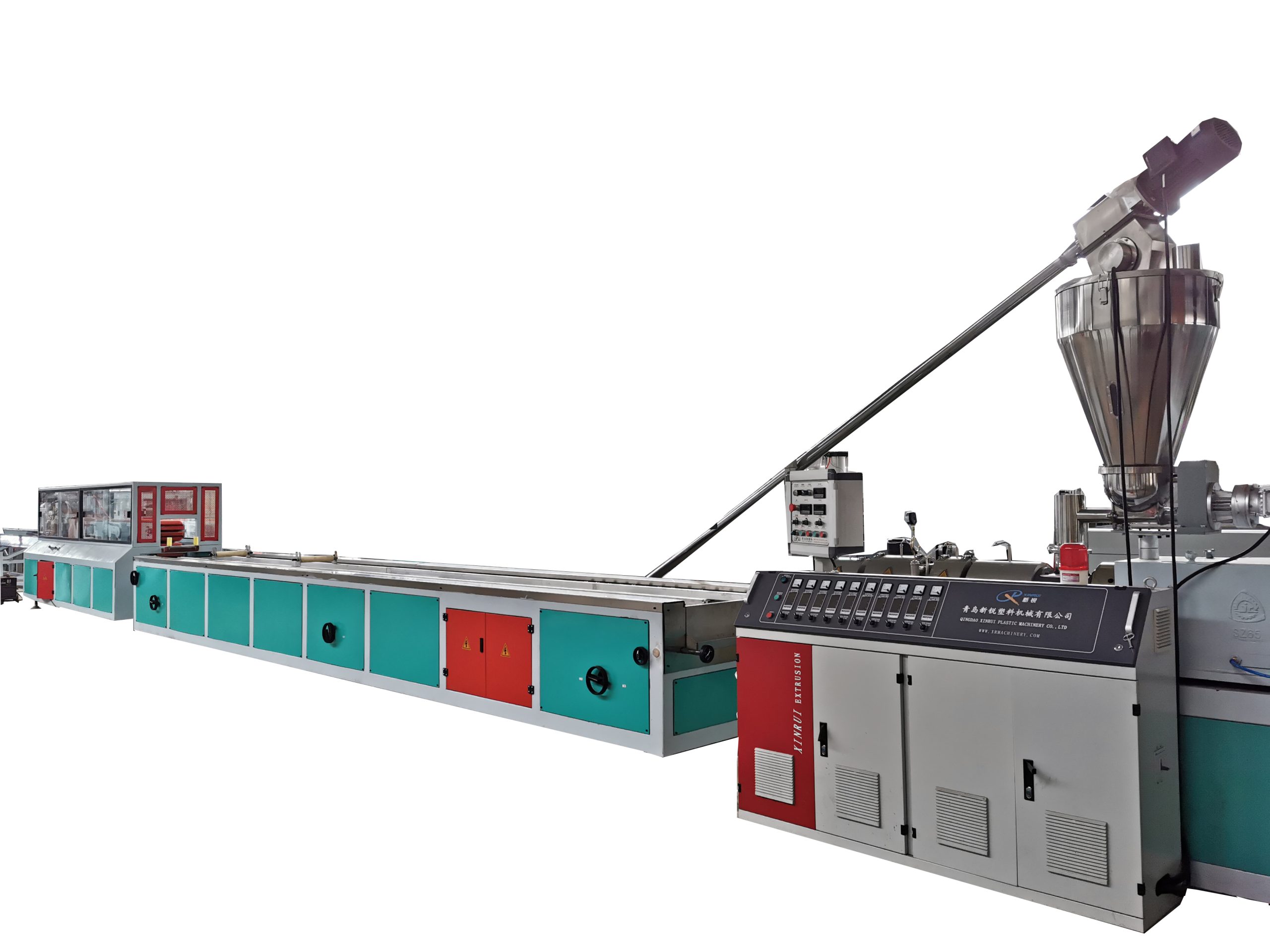
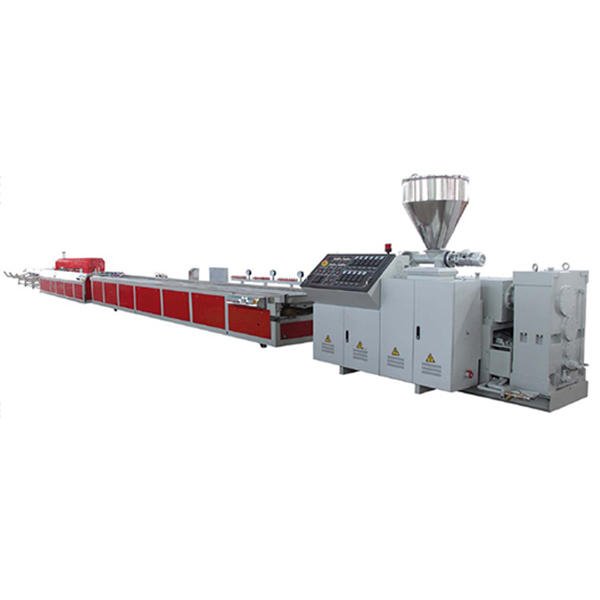
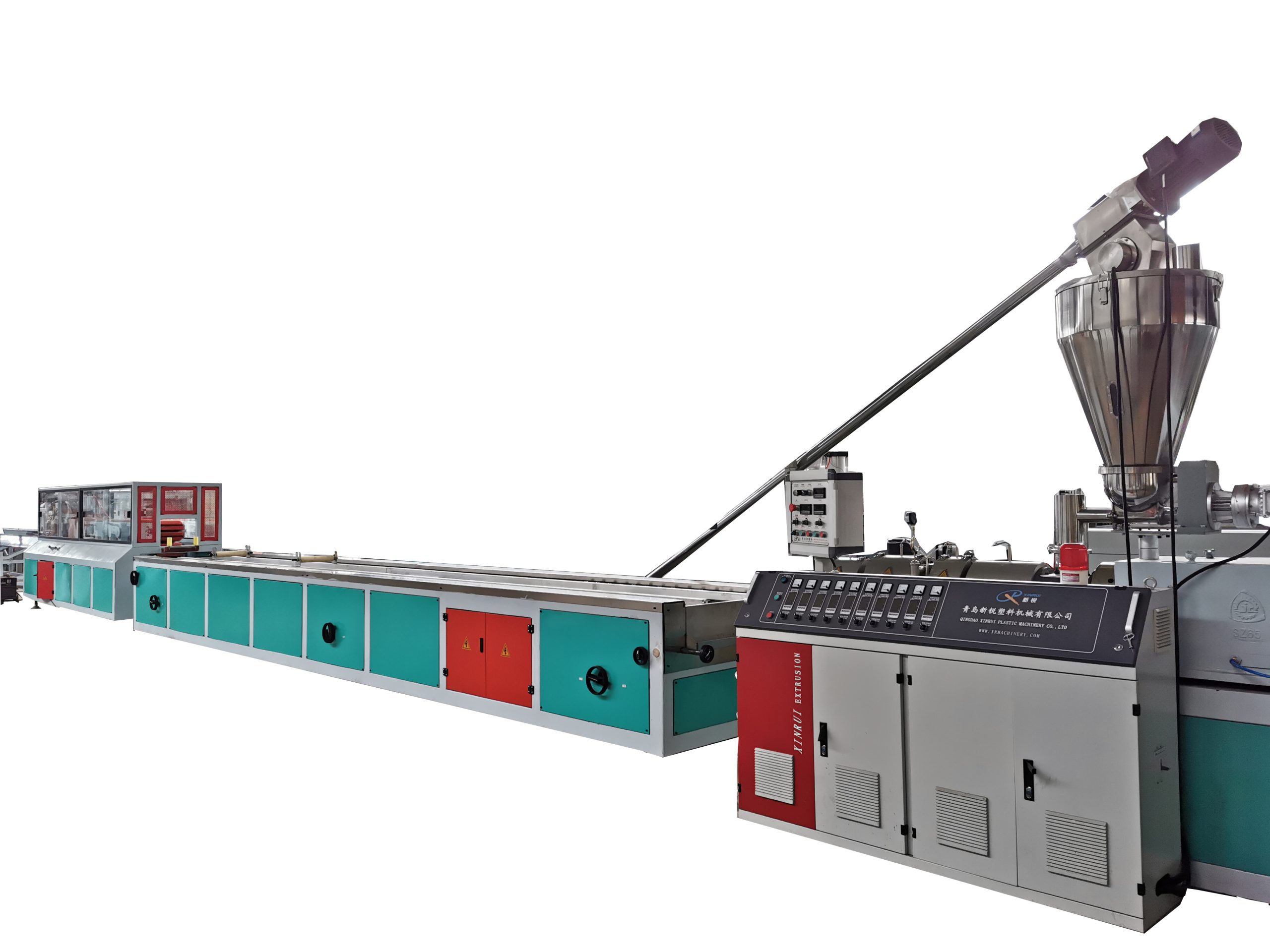
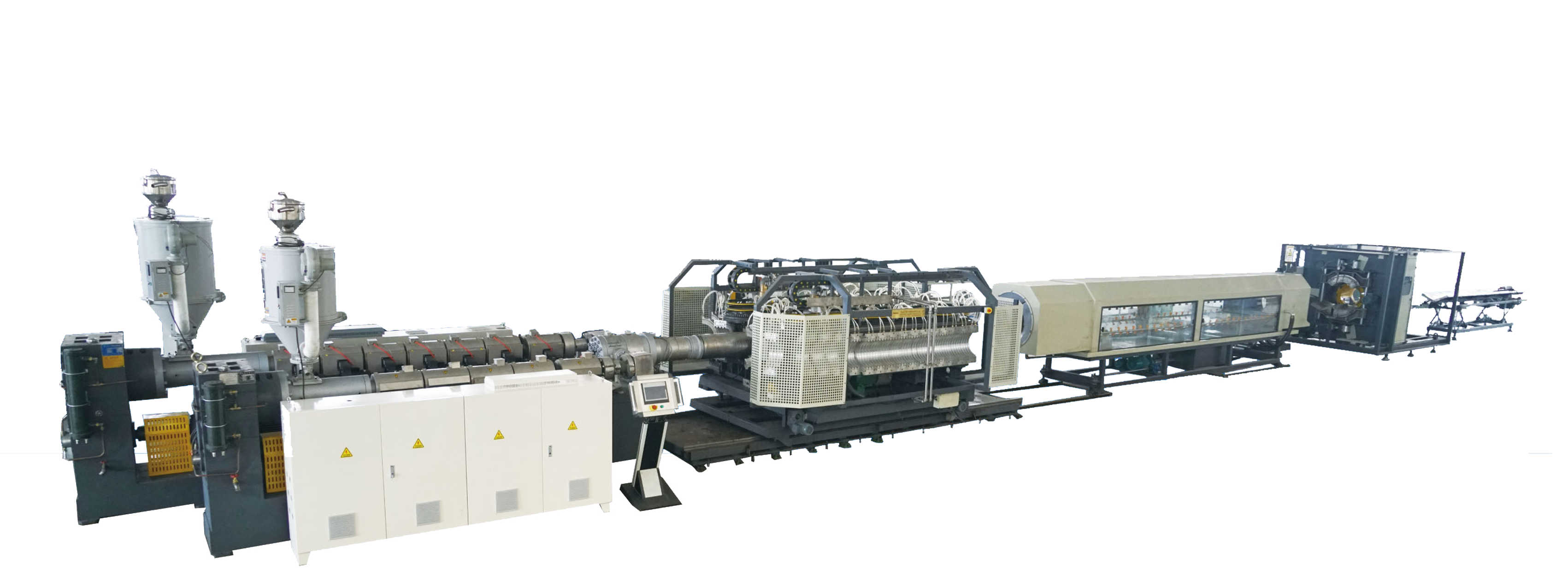
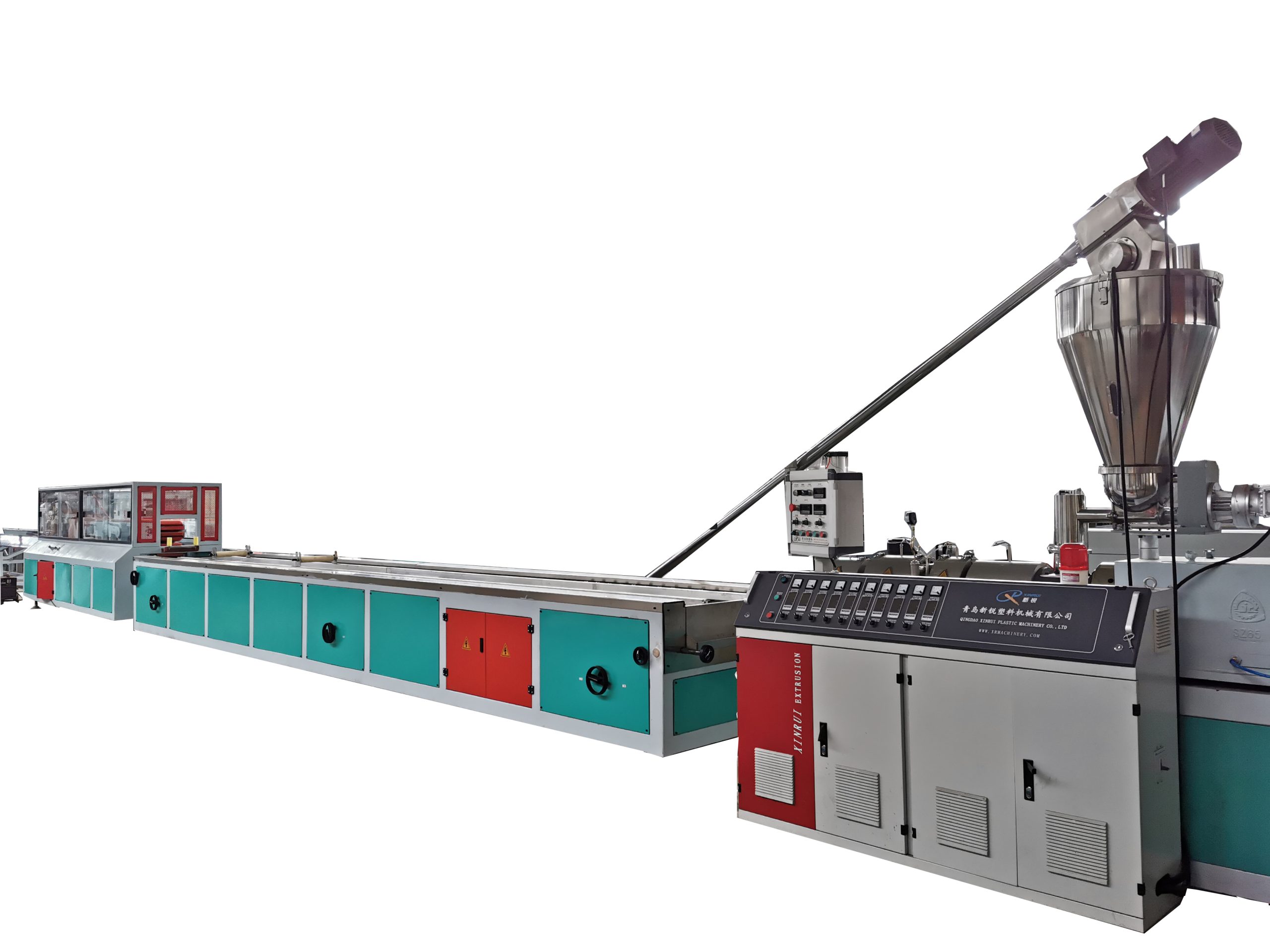
Single screw extruder
Function: Is the “heart” of the line. Responsible for melting polyurethane granules and creating a homogeneous melt, which is continuously fed under pressure to the die.
Process: The screw rotates inside a heated cylinder, captures the granules, mixes them, melts them and homogenizes them (creates a homogeneous mass without air bubbles), and then squeezes the melt through a die.
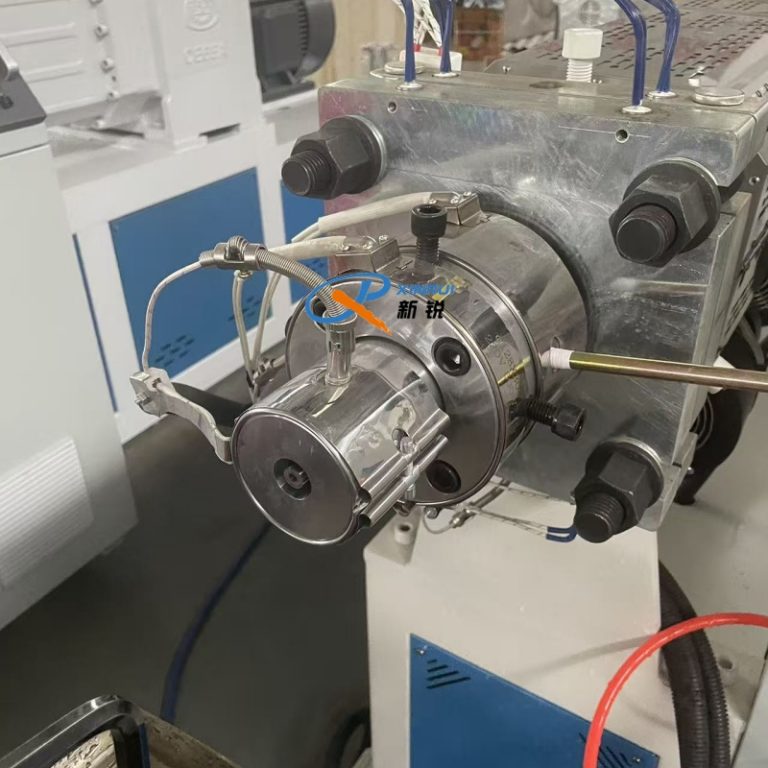
Die (Extrusion head)
Function: Forms molten polyurethane into a hollow tube with specified internal and external diameters.
Operating principle: The melt passes through the annular gap between the mandrel (forms the internal diameter) and the die (forms the external diameter). Compressed air is often supplied through the mandrel to prevent the tube from collapsing until it cools.
Cooling bath
Function: Cooling and initial calibration of the tube after exiting the die.
Process: The hot and pliable tube is placed into a closed bath of water where it cools quickly and evenly to fix its shape and size. Often at the beginning of the bath, a vacuum calibrator is used - a device that creates a vacuum, pressing the tube against the cooled walls to obtain a perfectly round and accurate outer diameter.
Inkjet printer
Function: Applying permanent markings to the outer surface of a cooled tube.
What is printed: Manufacturer's logo, material name (for example, PU, Polyurethane), dimensions (for example, Ø6×4 mm), production date or other important information.
Diameter meter
Function: Continuous automatic control of the outer diameter of the finished tube.
Operating principle: Non-contactly scans the tube with a laser beam, calculates the exact diameter and compares it with a given standard. In case of deviation, it sends a signal to the operator to adjust the extrusion parameters (speed, temperature), ensuring stable product quality.
Pulling device
Function: Ensuring constant and uniform movement of the tube along the entire length of the line from the extruder to the winder.
Importance: Synchronizes the drawing speed with the speed of material exiting the die. This prevents tube deformation (stretching or accordion formation) and stabilizes the entire process.
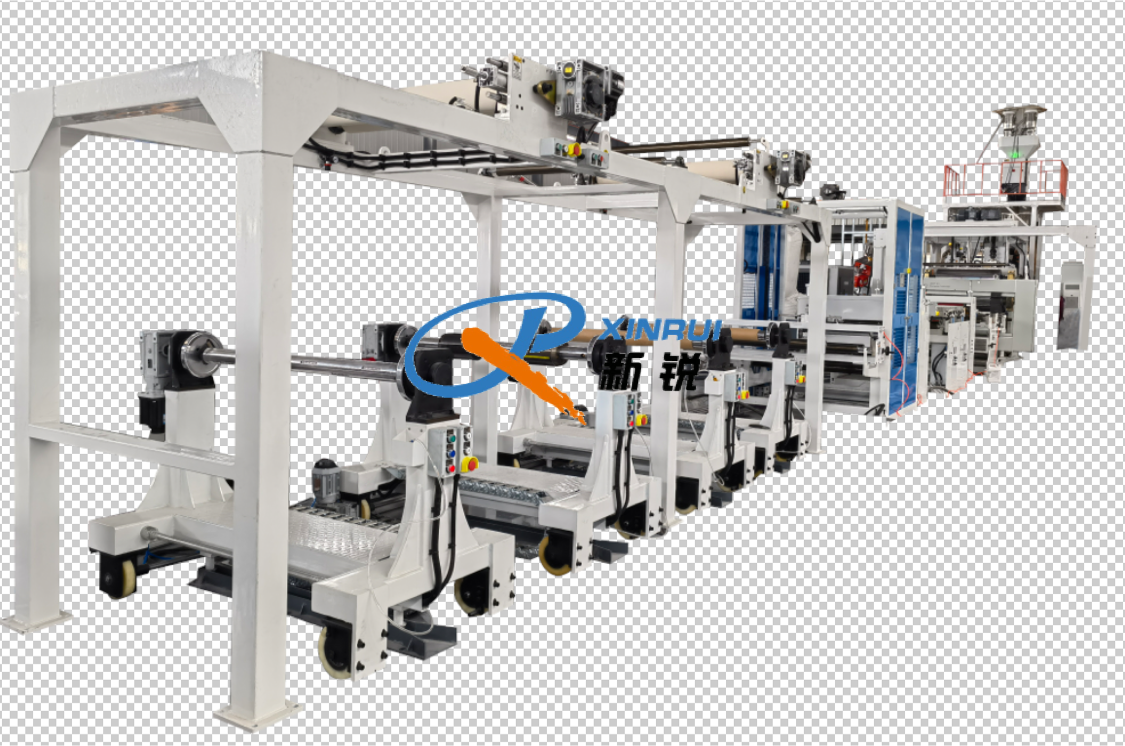
Winder
Function: Carefully winding the finished tube onto a coil or reel for transportation and storage.
Types: There are drum (for long coils) or revolving (for winding on individual reels with automatic change without stopping the line). Maintains the specified tension so as not to stretch or deform the tube.